- Les problèmes matériels propres à l’Ender 5+
- Je n’arrive pas à Leveller
- Je n’arrive pas à Leveller, le BL touch clignote rapidement
- Je n’arrive pas à leveller ou passer en position home : le BL touch sort sa probe et le plateau descend au lieu de remonter
- L’extrudeur claque
- Mon ventilateur principal s’arrête au bout d’un certain temps
- Mon Ventilateur secondaire ne fonctionne pas
- Message d’erreur : Heating Failed
- L’imprimante couine de manière saccadée
- Au démarrage de l’impression la tête vient manger le rebord du plateau, ou bien un des moteur fait un bruit très fort (claquement très rapide)
- Mon imprimante fait beaucoup de bruit
- La buse en imprimant se heurte au modèle lors des déplacements
- J’ai des problèmes d’adhérence, la pièce se décolle
- J’ai des cheveux d’ange (stringing)
- J’ai une buse de 0.8, et quoi que je fasse j’ai toujours des cheveux d’ange (stringing)
- Quand je met de la rétraction, c’est pire qu’avant
- Je ne vois pas mon gcode dans la liste sur l’interface de l’imprimante
- Les problèmes plus généraux
- Mes supports sont trop durs, impossibles à retirer
- Les problèmes d’impression communs
- Le mode “sans échec” de l’impression 3D : imprimer lentement
- Liens utiles
- Où trouver des pièces de rechange ?
- MAXTEMP BED HEATING FAILED
- Guide général Ender 5 en Anglais
Les problèmes matériels propres à l’Ender 5+
Je n’arrive pas à Leveller
Solution possible :
- faites la mise à jour du firmware en suivant la procédure expliquée sur la page creality
Je n’arrive pas à Leveller, le BL touch clignote rapidement
Solution possible :
- le BL touch est un système merdique fragile, et bien souvent la petite sonde/probe est tordue ou coincée à l’intérieur. Sortez la délicatement manuellement, avec une petite pince très doucement essayez de lui faire reprendre une forme normale
Je n’arrive pas à leveller ou passer en position home : le BL touch sort sa probe et le plateau descend au lieu de remonter
Solution possible :
- Peut être un faux contact au niveau du cable reliant le BL touch au boitier. Le changer en commandant un cable sur le site antclab
L’extrudeur claque
Le moteur de l’extrudeur saute, car il n’arrive pas à pousser le filament dans le tube PTFE. Cela signifie que quelque chose résiste, soit avant (la bobine est bloquée) soit après (coude dans le tube, buse bouchée, température insuffisante).
Solution possible :
- vérifier que le filament est libre avant ou après, que le tube n’est pas coudé, que la bobine est libre de mouvement
- déboucher la buse
- vérifier la température
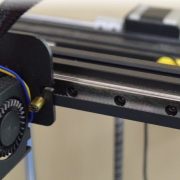
Mon ventilateur principal s’arrête au bout d’un certain temps
Le ventilateur de face est celui qui dissipe la chaleur du radiateur. Il est là pour éviter que le tube PTFE inséré à l’intérieur ne fonde. Il est indispensable, sans lui la chaleur se propage à tout le chariot.
Les pièces Creality sont de qualité variable, le vôtre a pu tomber en panne.
Solution possible :
- il faut le changer, par un ventilateur de 40x40x10mm en 24V (attention, pas en 12V)
Mon Ventilateur secondaire ne fonctionne pas
Le ventilateur de côté sert à refroidir le filament qui vient d’être déposé. Sans lui le filament met du temps à refroidir, et la couche supérieure sera déposée sur une couche encore chaude, ce qui fera un résultat très moche avec des risques que le modèle s’effondre s’il est encore mou.
Solutions possibles :
- si vous avez besoin de continuer à imprimer sans ventilateur secondaire, il vous faut imprimer à très basse vitesse, soit 20mm/s grand maximum max. De cette manière la filament aura le temps de refroidir avant passage de la buse pour la couche supérieure
- changer le ventilateur. On utilise généralement un ventilateur de type “turbine” car on a besoin de pouvoir diriger le jet d’air en un point précis, soit le modèle Creality, soit souvent un ventilateur type 5015.
- il y a ce modèle de fan duct qui fonctionne sans ventilateur secondaire : comme par exemple pour une dagoma neva il redirige l’air du ventilateur principal vers le filament.
Message d’erreur : Heating Failed
Cela signifie que l’imprimante ne parvient pas à chauffer la buse à la température souhaitée, ou du moins dans un temps donné. Pour comprendre il faut un peu d’explication sur le fonctionnement de la tête d’impression.
La tête d’impression est composée d’une buse (nozzle) d’un corps de chauffe (heatblock), d’un heatbreak (guide fil), et d’un radiateur (heatsink).
Le principe est que le tube PTFE est inséré dans le radiateur qui doit être refroidi afin d’éviter la fonte du tube. Le filament passe ensuite dans le heatbreak qui fait le lien avec le corps chauffant puis la buse.
Normalement, un bloc de tête d’impression correctement conçu est composé de ces éléments et de deux radiateurs. Le premier refroidit le radiateur et exclusivement le radiateur. Le second refroidi le filament qui vient d’être déposé pour le solidifier plus rapidement. On peut imprimer sans ce dernier, cependant il faudra imprimer plus lentement (20-30 mm/s max) sans quoi l’imprimante déposera du fil fondu sur du fil pas encore solidifié, et ce sera moche.
La tête d’impression creality d’origine fait tout à l’envers : le ventilateur principal est positionné de telle manière qu’il refroidit aussi le corps chauffant, ce qui fait que l’imprimante doit dépenser plus d’énergie pour malgré tout atteindre la température souhaitée. Or, l’alimentation d’origine est tout juste suffisante pour alimenter l’ensemble. C’est pourquoi il y a un petit cache en silicone, qui protège le corps chauffant (ce n’est donc pas du tout un accessoire). Par ailleurs le second ventilateur est aussi mal fichu car la pièce coudée qui dirige l’air (le fan duct) le fait en direction de la buse et non plus bas comme cela devrait être.
Solutions possibles :
- si vous l’avez retiré, remettre le capuchon en silicone
- si vous n’en avez plus ou que le problème persiste, placer un peu de scotch devant le ventilateur principal en partie basse
- enfin pour une solution durable, faites vous un fan duct qui résout correctement ces problèmes. Il y en a une variété incroyable sur le web, la plupart sont compatibles ender 3 à la nuance qu’il faut pouvoir installer le BL touch
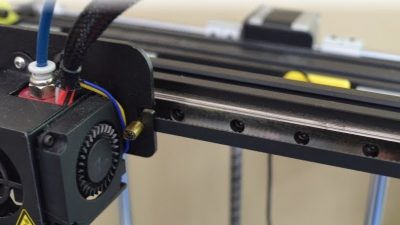
L’imprimante couine de manière saccadée
La tige filetée (lead screw en anglais) présente des défauts en certains points, et/ou la barre noire rectangulaire qui fait le lien entre la tige filetée et les montants coulissants n’est pas horizontale. Vous pouvez localiser les points qui ne vont pas en levant/descendant le plateau, vous verrez que c’est toujours aux même endroits.
Solutions possibles :
- desserrer légèrement les 4 petites vis de la platine de serrage de la tige filetée
- graisser avec de l’huile au teflon (celle des chaînes de vélo par ex.)
- retourner la tige fileté de haut en bas, ou bien intervertir les deux tiges filetées, si le défaut apparaît plus bas ce sera moins gênant sur la plupart des impressions
- trouver une tige filetée de remplacement. Personnellement je n’ai jamais réussi à trouver le modèle qui correspond sur le web. Attention il faut que toutes les caractéristiques soient respectées : il faut une tige de 47cm de long (si c’est plus long le BL touch tapera dedans), de 8mm de diamètre, avec le descriptif : leadscrew 2 starts, pitch=2, lead =4. Si l’une de ces choses n’est pas respectée ça n’ira pas.
- il paraît qu’avec le temps ça s’atténue. Peut être qu’en créant un Gcode qui passe à répétition sur les points irréguliers on parviendrait à “limer” l’ensemble…
Au démarrage de l’impression la tête vient manger le rebord du plateau, ou bien un des moteur fait un bruit très fort (claquement très rapide)
Au moment de passer en “home”, regardez le comportement de la tête. Si elle ne va pas jusqu’aux capteurs de fin de course en X et/ou Y, alors vous avez un défaut soit du capteur, soit du câble.
Solutions possibles :
- changez le capteur et/ou le câble, attention prenez bien ceux qui ont les vis au même endroit, à voir ici. Pour l’axe X il faut des câbles qui ont assez de mou pour permettre à la tête d’arriver au bout
Mon imprimante fait beaucoup de bruit
Solutions possibles :
- installer des dampers
- installer la nouvelle carte silencieuse creality. Attention quand vous ouvrirez la boîte, prenez un max de photos avec votre téléphone pour voir les connectique et/ou mettez vous même des repères sur les câbles car à l’intérieur du boitier c’est moins bien indiqué. Allez y doucement mais fermement pour retirer les cables de leur fiche car Creality a mis une sorte de gel sur les fiches.
La buse en imprimant se heurte au modèle lors des déplacements
Soit la buse doit faire le tour du modèle pour éviter de taper dans ce qu’elle vient d’imprimer, soit elle doit s’élever légèrement. Ce dernier paramètre se trouve dans l’onglet déplacements de cura. La hauteur du décalage doit correspondre à la hauteur de couche au minimum.
J’ai des problèmes d’adhérence, la pièce se décolle
Sur le modèle d’origine avec un plateau en verre, l’adhérence est assurée par le fait que le lit chauffant garde les couches du bas à une “température de transition vitreuse” (~70°), c’est à dire un état de la matière où le PLA a une consistance caoutchouteuse, donc un peu collante. Beaucoup d’utilisateurs utilisent également de la laque qui est elle même efficace à cette température mais beaucoup moins en dessous, et d’autre prévoient l’impression d’une bordure (brim) sur cura.
Cependant en premier lieu il faut que la première couche soit correctement imprimée, donc le levelling correctement fait. Par ailleurs les plateaux en verre creality ont la réputation d’être non plans, c’est à dire un peu plus fin aux milieu qu’en périphérie, ce qui rend impossible de leveller correctement.
Ensuite, il faut que le plateau continue de chauffer. Or en réglage d’usine la machine se met en mode “eco” ce qui veut dire que le plateau arrête de chauffer après les premières couches.
Solutions possibles :
- acheter un plateau en verre au magasin de bricolage du coin, 370x375mm pour une Ender 5+, 4mm d’épaisseur
- retirer le mode éco
- mettre de la laque
- passer à un builtak ou une autre surface qui adhère sans chauffe
J’ai des cheveux d’ange (stringing)
Lorsque la buse se déplace, il reste toujours du PLA en fusion dans la buse. Naturellement ce PLA à l’état liquide va couler, ce qui d’un point à l’autre peut donner va créer de minces fils. La réponse populaire consiste à activer la “retraction”, c’est à dire que l’extrudeur va en sens inverse à une vitesse (retraction speed) et une distance (retraction lenght) donnée. Cela permet de soulager la pression dans la buse, mais ne permet pas d’aspirer le PLA liquide dans la buse.
Solutions possibles :
- Augmenter la vitesse de rétraction et la longueur. Attention toutefois si ces deux paramètres sont trop élevés l’extrudeur va avoir tendance à ronger le filament, ce qui n’est pas bon. Il y a un juste milieu à trouver. Par ailleurs la vitesse de rétraction dans Cura est limité à 50mm/s dans le Gcode de démarrage. Donc si vous allez au delà elle restera à cette vitesse de 50mm/s. Attention aussi, des paramètres élevés de rétraction font qu’une pression importante est appliqué au coupleur bowden (ce petit truc qui fait le lien entre le radiateur et le tube PTFE), avec un risque de le déchausser au bout d’un moment.
- Baisser la température d’impression
- Augmenter la vitesse de déplacement de sorte que le PLA en fusion ait moins le temps de couler
- Si vous n’êtes pas pressé, distinguez dans les paramètres de vitesse de rétraction en deux paramètres : l’extraction (la vitesse pour extraire le fil) et la préparation (la vitesse pour remettre le fil). Puis réglez une distance d’extraction faible et une vitesse très très faible. Cela va forcer l’imprimante à laisser couler le filament résiduel avant de se déplacer comme si vous l’essuyiez.
J’ai une buse de 0.8, et quoi que je fasse j’ai toujours des cheveux d’ange (stringing)
Il n’y a rien à faire à part peut être d’”essuyer” la buse. Comme expliqué ci-avant rien n’empêchera le filament liquide dans la buse de couler.
Quand je met de la rétraction, c’est pire qu’avant
Les Creality sont munies d’usine d’une tête MK8. Dans ce modèle, le tube PTFE va jusqu’à la buse. Ce n’est peut être pas une mauvaise idée dans la mesure où il joue un rôle d’isolant jusqu’au dernier moment mais cela créé un nouveau problème si vous paramétrez de la rétraction. En effet à chaque rétraction, même si vous avez installé les petits cales de part et d’autre du tube sur les connexions bowden, le tube bouge. En conséquence il est tout à fait possible qu’un tas de filament visqueux se forme entre le tube et la buse, comme dans le schéma de gauche :
Solutions possibles :
- retirer la rétraction dans votre profil Cura, purger votre tête et vous assurer que le PTFE va bien jusqu’à la buse
- faire la modification proposée dans cette vidéo, ce qui correspond au schéma de droite
- changer de système, pour par exemple une tête E3D qui ne présente pas ce problème
Je ne vois pas mon gcode dans la liste sur l’interface de l’imprimante
Solution possible :
- Le nom est trop long, réduire à une douzaine de caractères.
Mes supports sont trop durs, impossibles à retirer
Sur Cura il faut régler différents paramètres de manière à volontairement sous extruder les parois des supports :
- débit des parois de support à 50%
- épaisseur des parois de support au minimum (je crois qu’on peut imprimer à 60% de la largeur de buse)
- décocher la coque des supports
Les problèmes d’impression communs
Voir cette page bien faite :
https://cults3d.com/fr/blog/articles/identifier-corriger-defauts-problemes-impression-3D
Le mode “sans échec” de l’impression 3D : imprimer lentement
Imprimer lentement (<20mm/s) résout d’office beaucoup de problèmes. Cela ne fait pas trop travailler l’extrudeur, la tête a le temps de chauffer correctement le fil, celui ci une fois déposé a le temps de refroidir et se solidifier avant la couche d’après même si votre ventilo latéral est en panne, les mouvements de la tête ne créent pas de vibrations ou de mouvements qui exercent une tension sur les courroies, etc.
Où trouver des pièces de rechange ?
Un très bon site français avec un très large choix d’articles parfois moins chers qu’amazon
Max Temp Bed Heating Failed
Vient généralement soit d’une inversion des cables de thermistance du bed et du nozzle, soit d’un défaut de carte mère qu’il faut alors changer.
Guide général Ender 5 en Anglais
Document de 121 pages par Luke Hatfield, l’admin de la page Creality Ender-5 / Ender 5 Plus/Ender 5 PRO 3D Printer Official User Group